Obecný popis
Požadavky na automatizaci průmyslu pomocí výpočetní techniky, konkrétně PLC, má některé odlišnosti od běžných PC a jejich aplikací.
U klasického počítače (PC, notebook, ultrabook, ... ale i chytrý telefon) probíhá interakce mezi počítačem a prostředím pomocí klávesnice (hlasem, ovladačem
a pod.) tedy způsobem, který je pro člověka blízký nebo je schopen se jej naučit a naopak, po zpracování úlohy je výstup prezentován v grafické podobě (znaky,
symboly) na displeji zařízení (optickou interakcí), hlasem (akusticky), hmatatelně (3D tisk ale i slepecké písmo). Běžný počítač také převážnou dobu čeká,
až jej uživatel k něčemu použije, zadá mu úlohu.
Poznámka: děrné pásky, štítky a výstupní tiskové sestavy již byly vynechány.
Zpracování signálů
Oproti tomu PLC, musí trvale a najednou zpracovávat velké množství signálů řízené technologie (automatizovaného procesu), řádově je dnešní PLC
schopen zpracovávat 1000 - 10000 binárních signálů oproti 100-1000 v počátcích automatizace. Jednodušší binární signály (zapnuto / vypnuto) představují 80-100% signálů, které jsou zpracovávány,
menší zpracovávanou skupinu pak tvoří analogové signály. Samozřejmě, u specifických systémů spojité regulace může být poměr i opačný. S rozvojem síťových
prostředků komunikace je možno analogovou hodnotu digitalizovat přímo "u zdroje" ve snímači a ten přes síť předává PLC informace o analogové hodnotě
vyjádřené v číselně jako stavové slovo, nebo PLC přes síť komunikuje s dalšími zařízeními.
PLC zpracovává nejen vnější signály, ale i signály interní. Tyto signály vznikají jako vazby a kombinace vycházející z požadované logiky řízení.
Uvážíme-li základní možnost vytvoření stavové kombinace např. 4 signálů, tj. 16 kombinací (24=16) je zřejmé, že s každým dalším signálem narůstá
počet možných kombinací. I při vyloučení stavů, které reálně nemohou nikdy nastat, řekněme 95% (u malých systémů) a až 99,5% (u velkých systémů) tak u malého
systému s 10 vstupními signály dostáváme 1024 možných kombinací, s vyloučením stavů, které nemohou nastat, pak 51 možných reálných kombinací, interních signálů, samozřejmě
podle konkrétní aplikace. Pokud klasický počítač zpracovává velké množství informací, tak si operátor na výsledek počká trochu déle a v zásadě se nejedná o
havarijní stav. Technologie, řízený proces ale nemůže čekat na výsledky zpracování z PLC, tedy nastává potřeba kontroly rychlosti zpracování.
S předchozím odstavcem souvisí i tvorba programu, čím složitější program, tím pomalejší odezva. Odmyslíme si síťové datové toky sledování, trendy a archivace výroby,
dostaneme se k algoritmu, který je možno v jednoduchém příkladu slovně vyjádřit následovně:
| Zadání |
Pokud jsou bezpečnostní okruhy aktivní a není porucha a je stisknuto tlačítko vpřed a mechanismus nejede vzad a není
stisknuto tlačítko stop a mechanismus není na konci pojezdové dráhy vpřed, zapni stykač pro jízdu vpřed a analogicky naopak pro jízdu zpět.
Indikuj poruchu v případě, když jsou oba koncové snímače
aktivovány současně nebo při pohybu vpřed je koncový spínač zpět aktivován déle než 1s a analogicky naopak nebo doba chodu motoru je delší než 20s nebo je porucha jištění motoru nebo není
aktivován bezpečností okruh. |
|
|
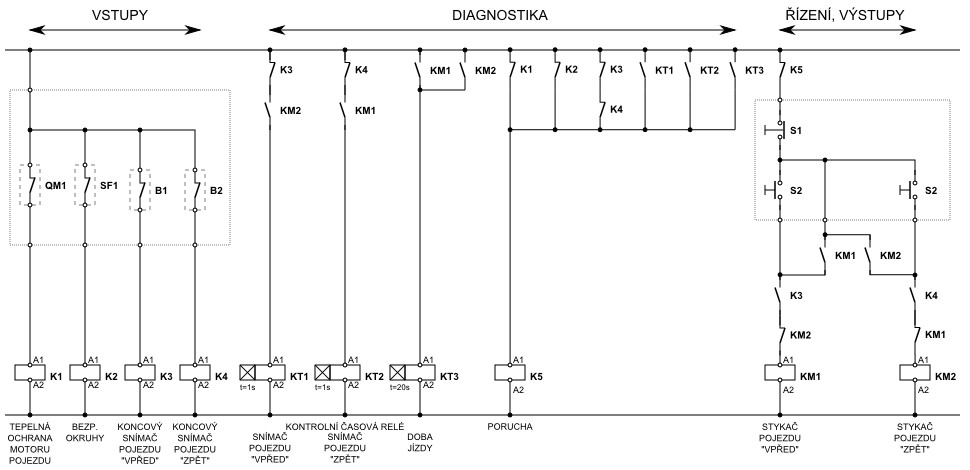
Obrázek 1
Schéma zapojení s použitím klasických relé.
Programové řešení
Kompilátory vyšších programovacích jazyků nejsou vhodné pro programování PLC, málo kdy mají funkce pro práci s bity, složitě zpracovávají časové
intervaly a generují příliš velký program ve strojovém kódu instrukčního souboru PLC. Pro účely programování
PLC byly tedy vyvinuty vlastní programové jazyky blízké programování v Assembleru. Pro určitý komfort programátora byly vyvinuty i grafické nadstavby zobrazení
PLC programů, které jsou názornější a přehlednější pro zpracování binární logiky. Příklady zápisu programu v jazyce C a pro PLC je uveden níže.)
Příklad zápisu programu v jazyce C
| |
| |
001 |
|
#include <stdio.h> |
* |
// deklarace knihoven |
|
| |
002 |
|
#include <stdlib.h> |
* |
|
|
| |
003 |
|
#include <time.h> |
* |
|
|
| |
| |
// GLOBÁLNÍ DEKLARACE PROMĚNNÝCH |
|
|
|
| |
| |
004 |
|
int OUT_FORW = 0; |
* |
// výstup VPŘED |
|
| |
005 |
|
int OUT_BACKW = 0; |
* |
// výstup VPŘED |
|
| |
006 |
|
int BTN_FORW = 1; |
* |
// vstup tlačítko VPŘED |
|
| |
007 |
|
int BTN_BACKW = 0; |
* |
// vstup tlačítko ZPĚT |
|
| |
008 |
|
int BTN_STOP = 1; |
* |
// vstup tlačítko STOP |
|
| |
009 |
|
int SW_FORW = 1; |
* |
// vstup koncák vpřed |
|
| |
010 |
|
int SW_BACKW = 1; |
* |
// vstup koncák zpět |
|
| |
011 |
|
int FUSE = 1; |
* |
// vstup jištění motoru |
|
| |
012 |
|
int SAFETY = 1 |
* |
// vstup bezp. okruhy |
|
| |
013 |
|
int FAILURE = 0; |
* |
// interní porucha |
|
| |
| |
// HLAVNÍ PROGRAMOVÝ CYKLUS |
|
|
|
| |
| |
014 |
|
int main() { |
* |
|
|
| |
015 |
|
while (1) { |
* |
|
|
| |
016 |
|
readInputs() |
* |
// čtení vstupů |
|
| |
017 |
|
foo(); |
|
// volání řízení |
|
| |
018 |
|
usleep(10000); |
* |
// nastavení doby cyklu |
|
| |
019 |
|
writeOutputs() |
* |
// zápis výstupů |
|
| |
020 |
|
} |
* |
|
|
| |
021 |
|
return 0; |
|
// konec |
|
| |
022 |
|
} |
* |
|
|
| |
| |
// PODPROGRAM ŘÍZENÍ |
|
|
|
| |
| |
023 |
|
int foo() { |
|
|
|
| |
* |
// Deklarace proměnných |
|
| |
024 |
|
static int firstRun = 1; |
* |
// příznak inicializace času |
|
| |
025 |
|
static time_t lastTime; |
* |
// pomocný proměnná času |
|
| |
026 |
|
static double forwTime = 0; |
* |
// časovač |
|
| |
027 |
|
static double backwTime = 0; |
* |
// časovač |
|
| |
028 |
|
static double onTime = 0; |
* |
// časovač |
|
| |
029 |
|
time_t currentTime; |
* |
|
|
| |
| |
030 |
|
time(¤tTime); |
* |
// aktuální čas |
|
| |
031 |
|
if (firstRun) { |
* |
// inicializace časování |
|
| |
032 |
|
lastTime = currentTime; |
* |
|
|
| |
033 |
|
firstRun = 0; |
* |
|
|
| |
034 |
|
} |
* |
|
|
| |
| |
// KONTROLNÍ ČASOVAČE |
|
|
|
| |
| |
035 |
|
if (OUT_FORW && !SW_BACKW) { |
|
// kontrola snímače ZPĚT |
|
| |
036 |
|
backwTime += difftime(currentTime, lastTime); |
|
|
|
| |
037 |
|
else |
* |
|
|
| |
038 |
|
backwTime = 0; |
* |
|
|
| |
038 |
|
} |
* |
|
|
| |
039 |
|
if (OUT_BACKW && !SW_FORW) { |
|
// kontrola snímače VPŘED |
|
| |
040 |
|
forwTime += difftime(currentTime, lastTime); |
|
|
|
| |
041 |
|
else |
* |
|
|
| |
042 |
|
forwTime = 0; |
* |
|
|
| |
043 |
|
} |
* |
|
|
| |
044 |
|
if (OUT_FORW || OUT_BACKW) { |
|
// kontrola doby chodu |
|
| |
045 |
|
onTime += difftime(currentTime, lastTime); |
|
|
|
| |
046 |
|
else |
* |
|
|
| |
047 |
|
onTime = 0; |
* |
|
|
| |
048 |
|
} |
* |
|
|
| |
| |
// PORUCHA |
|
|
|
| |
| |
049 |
|
if ((!SW_FORW && !SW_BACKW) || forwTime > 1 || backwTime > 1 || |
|
// souhrn stavů |
|
| |
050 |
|
onTime > 20 || !FUSE || !SAFETY) { |
|
// indikující poruchu |
|
| |
051 |
|
FAILURE = 1; |
|
|
|
| |
052 |
|
else |
* |
|
|
| |
053 |
|
FAILURE = 0; |
* |
|
|
| |
054 |
|
} |
* |
|
|
| |
| |
// VÝSTUPY (vlastní řídící logika) |
|
|
|
| |
| |
055 |
|
if (!FAILURE && (BTN_BACKW || OUT_BACKW) && !OUT_FORW && BTN_STOP && SW_BACKW) { |
|
// směr ZPĚT |
|
| |
056 |
|
OUT_BACKW = 1; |
|
|
|
| |
057 |
|
else |
* |
|
|
| |
058 |
|
OUT_BACKW = 0; |
* |
|
|
| |
059 |
|
} |
* |
|
|
| |
060 |
|
if (!FAILURE && (BTN_FORW || OUT_FORW) && !OUT_BACKW && BTN_STOP && SW_FORW) { |
|
// směr VPŘED |
|
| |
061 |
|
OUT_FORW = 1; |
|
|
|
| |
062 |
|
else |
* |
|
|
| |
063 |
|
OUT_FORW = 0; |
* |
|
|
| |
064 |
|
} |
* |
|
|
| |
| |
065 |
|
lastTime = currentTime; |
* |
// aktualizace času |
|
| |
070 |
|
} |
|
// konec podprogramu |
|
| |
| |
|
|
* ... řádky v programu pro PLC nepotřebné |
|
|
|
Příklad zápisu programu pro PLC v instrukční sadě
| |
// HLAVNÍ PROGRAMOVÝ CYKLUS |
| |
| |
001 |
|
MAIN: |
|
|
|
| |
002 |
|
CALL FOO |
|
// volání řízení |
|
| |
003 |
|
END |
|
// konec |
|
| |
| |
// PODPROGRAM ŘÍZENÍ |
| |
|
|
|
|
|
|
| |
004 |
|
FOO: |
|
|
|
| |
| |
// KONTROLNÍ ČASOVAČE |
| |
| |
005 |
|
AN SW_BACKW |
|
// kontrola snímače ZPĚT |
|
| |
006 |
|
A OUT_FORW |
|
|
|
| |
007 |
|
L 1s |
|
|
|
| |
008 |
|
SD backwTime |
|
// zpožděné zapnutí |
|
| |
| |
009 |
|
AN SW_FORW |
|
// kontrola snímače VPŘED |
|
| |
010 |
|
A OUT_BACKW |
|
|
|
| |
011 |
|
L 1s |
|
|
|
| |
012 |
|
SD forwTime |
|
// zpožděné zapnutí |
|
| |
| |
013 |
|
A OUT_FORW |
|
// kontrola doby chodu |
|
| |
014 |
|
O OUT_BACKW |
|
|
|
| |
015 |
|
L 20s |
|
|
|
| |
016 |
|
SD onTime |
|
// zpožděné zapnutí |
|
| |
| |
|
|
// PORUCHA |
|
|
|
| |
| |
017 |
|
AN FUSE |
|
|
|
| |
018 |
|
ON SAFETY |
|
|
|
| |
019 |
|
O( |
|
|
|
| |
020 |
|
AN SW_FORW |
|
|
|
| |
021 |
|
AN SW_BACKW |
|
|
|
| |
022 |
|
) |
|
|
|
| |
023 |
|
O backwTime |
|
|
|
| |
024 |
|
O forwTime |
|
|
|
| |
025 |
|
O onTime |
|
|
|
| |
026 |
|
= FAILURE |
|
|
|
| |
| |
// VÝSTUPY (vlastní řídící logika) |
|
| |
| |
027 |
|
AN FAILURE |
|
// směr ZPĚT |
|
| |
028 |
|
A BTN_STOP |
|
|
|
| |
029 |
|
A( |
|
|
|
| |
030 |
|
A BTN_BACKW |
|
|
|
| |
031 |
|
O OUT_BACKW |
|
|
|
| |
032 |
|
) |
|
|
|
| |
033 |
|
A SW_BACKW |
|
|
|
| |
034 |
|
AN OUT_FORW |
|
|
|
| |
035 |
|
= OUT_BACKW |
|
|
|
| |
| |
036 |
|
AN FAILURE |
|
// směr VPŘED |
|
| |
037 |
|
A BTN_STOP |
|
|
|
| |
038 |
|
A( |
|
|
|
| |
039 |
|
A BTN_FORW |
|
|
|
| |
040 |
|
O OUT_FORW |
|
|
|
| |
041 |
|
) |
|
|
|
| |
041 |
|
A SW_FORW |
|
|
|
| |
043 |
|
AN OUT_BACKW |
|
|
|
| |
044 |
|
= OUT_FORW |
|
|
|
| |
| |
045 |
|
END |
|
// konec podprogramu |
|
| |
|
|
Porovnáním obou zápisů programů pro realizaci stejného řízení je patrné, že programovací jazyk určený pro PLC je z hlediska zápisu přehlednější a úspornější
i v případě, že v jazyce C je možno zapsat logické (a jiné) funkce do jednoho řádku (viz program C, řádky 049, 055 a 060), což jazyk pro PLC neumožňuje.
Inovace
Protože technologický proces nikdy nedosáhne vývojově konečného stavu, je nutno zajistit možnost modifikace programového algoritmu. Ideálním stavem je případ,
kdy je možno provést úpravy programu bez odstavení technologie. Výše popsaný příklad uvažuje jedno ovládací stanoviště a samotné zadání je sice
realizovatelné reléovou logikou ale úprava na ovládání ze dvou stanovišť již představuje složitější zásah do zapojení, s použitím PLC je úprava nepoměrně
jednodušší.
Diagnostika
S ideálním stavem souvisí i bezporuchový provoz. Minimum závad je způsobeno řídícím systémem jako takovým, zpravidla se jedná o případy mechanických
nedostatků, selhání snímačů
nebo akčních a výkonových prvků, různé výpadky technologie i chyby obsluhy. V případě, že již dojde k poruchové situaci, musí systém umožnit stavovou diagnostiku pro údržbu,
ať již v logice řídícího programu nebo stavu systému jako takového. Principielně totiž nelze dosáhnout
absolutně 100% stavu diagnostiky ať "ručně" naprogramované nebo s použitím diagnostických nástrojů, zvláště u rozsáhlých celků.
Napájení
Další problematikou je stabilita provozu při rušení (harmonických) v síti, výkyvech (podpětí, přepětí) a výpadcích napájení. Rušení v síti a výkyvy
musí PLC překonat na základě odolného napájecího zdroje, případně záložního napájení. Nelze podceňovat ani atmosférickou elektřinu (blesky), bludné
proudy, statickou elektřinu, nedostatečné ukostření a pospojování. V případě úplného výpadku se z PLC nesmí ztratit program (nebo pozměnit) je nutno zajistit
i bezpečné najetí technologie z obecně nedefinovaného stavu. Prostá reléová logika "prostě vypne" a najíždí ze stavu po zapnutí napájení což může
vést ke kolizním stavům. PLC má možnost uchovat poslední stav "před výpadkem" a podle toho samostatně nebo ve spolupráci s obsluhou řídit náběh
technologie.
Prostředí
V neposlední řadě je nutno si uvědomit, v jakém prostředí je PLC provozován. Sálové superpočítače jsou hýčkány klimatizací, u osobních počítačů výrobce
předpokládá, že pracují s lidmi, tedy v prostředí relativně stabilním. PLC se však nasazují do míst, kde se teploty pohybují v rozmezí větším než 10-40°C.
Nízká teplota zvyšuje riziko kondenzace vodních v prostorách s PLC, vysoká teplota zase přehřátí součástek a oba teplotní faktory při rychlém střídání
nepříznivě působí na teplotní roztažnost součástek a to způsobuje jejich mechanické selhání, stejně jako působení agresivních plynů a kapalin (kyseliny,
louhy) (konkrétně omyl v chemičce, kdy pro řízení výroby H2SO4 byl nasazen nedostatečně krytý PLC s postříbřenými kontakty). Dalším
rizikem je prach, postupně, i při samovolné cirkulaci vzduchu proniká do PLC, kde se usazuje a zhoršuje chlazení součástek. Vlhkost, prach, šmír, rozptýlený
olej z tlakového vzduchu pak vytvářejí tepelně izolační vrstvu, případně i svody v elektronických obvodech. Popsané vlivy pak způsobující náhodné nestabilní
a nedefinované chování systému.
|
Konkrétní požadavky
Řídící systém má být ...
- navržen tak, aby byl odolný vůči průmyslovému prostředí jako je teplota, prašnost, vlhkost, výkyvy napájení.
- schopen zpracovávat běžné úrovně řídících signálů, digitální signály zpravidla 24Vdc, analogové signály ±10V / 0-20mA.
- jednoduchým způsoben rozšířitelný o další periferie, např. vstupy / výstupy.
- programovatelný ve srozumitelném jazyce pro širší odbornou skupinu osob tak, aby bylo možno provádět změny v logice řízení.
- navržen tak, aby umožňovat sledování a diagnostiku řízeného procesu, vyhledávání závad a diagnostiku sebe sama.
- dostatečně rychlý v cyklu zpracování, typicky je doba zpracování do 100ms považována za vyhovující, závisí však od typu procesu.
- vzhledem k obsluze postaven tak, aby ovládání rozuměla i bez znalosti konkrétní výpočetní techniky.
- navržen tak, aby byla zaručena bezpečnost jak systému, tak zařízení, procesu, technologie.
|


